Выбор стороны фанеры для лицевой обработки
 Когда вы приобретаете фанерный лист, его наружные слои шпона редко бывают одинаковыми по качеству, и эта разница напрямую определяет, какая из плоскостей окажется снаружи готового изделия. Производственные стандарты практически всегда разделяют пластины на лицевую и оборотную, причем первая имеет строгие ограничения по дефектам, а вторая допускает некоторые пороки древесины.
Когда вы приобретаете фанерный лист, его наружные слои шпона редко бывают одинаковыми по качеству, и эта разница напрямую определяет, какая из плоскостей окажется снаружи готового изделия. Производственные стандарты практически всегда разделяют пластины на лицевую и оборотную, причем первая имеет строгие ограничения по дефектам, а вторая допускает некоторые пороки древесины.
Для мебельного производства или интерьерных панелей такая градация становится решающей, поскольку исправить ошибку после склеивания или лакировки будет невозможно без серьёзных трудозатрат.
Согласно ГОСТ 3916.1-2018, у фанеры общего назначения лицевой называют поверхность с минимальным количеством сучков, трещин и вставок, в то время как оборотная сторона может иметь сросшиеся здоровые сучки до 6 мм и незначительные сомкнутые трещины. Давайте посмотрим на конкретику: для сорта Е (элит) не допускается вообще никаких видимых изъянов, у первого сорта допустимы лишь единичные здоровые сросшиеся сучки размером до 10 мм, второй сорт позволяет вставки на сучки до 20 мм и небольшие червоточины, третий – значительные дефекты с заделкой, четвёртый – практически любые пороки.
При выборе ориентации наружу выводят именно ту пласть, чей сорт соответствует конечным требованиям к внешнему виду, а обратная сторона скрывается в конструкции или оклеивается шпоном.
Параметр шлифования также влияет на определение лицевой плоскости – многие изготовители обрабатывают только одну сторону, обозначая такие листы в маркировке как Ш1, в то время как двустороннее шлифование (Ш2) чаще встречается у высококачественных фанер. Для прозрачных лаков или масел желательно использовать поверхности, прошедшие абразивную обработку как минимум номером Р150, поскольку более грубая фактура (Р100 и ниже) приведёт к неравномерному впитыванию отделочных составов и проявлению ворса.
В случае, когда лист шлифован с одной стороны (Ш1), лицевой считается обработанная плоскость, и её чистота достаточна для нанесения большинства защитно-декоративных покрытий без дополнительного шлифования.
Направление волокон наружного слоя шпона – ещё один фактор, определяющий выбор подходящей стороны для финишной отделки. В классической фанере лицевые пласти ориентированы продольно (волокна идут вдоль длинной кромки листа), а оборотные – поперечно или имеют другую породу древесины, что легко заметить по рисунку текстуры.
Если вы собираетесь фрезеровать кромки или сверлить отверстия в видимых местах, лучше выводить наружу тот слой, чьи волокна идут вдоль предполагаемой нагрузки – это уменьшит сколы и расслоение при механической обработке. Для корпусов ящиков или задних стенок шкафов разница в направлении не столь критична, но при изготовлении столешниц или подоконников следует обратить внимание на ориентацию.
Разные породы древесины в наружных слоях – распространённая практика у производителей бюджетных листов, где с одной стороны находится качественный берёзовый шпон, а с другой – более дешёвая ольха или тополь. Понятно, что лицом в таком случае станет берёзовая пласти, обладающая твёрдостью 3.2-3.5 по Бринеллю против 2.1-2.4 у тополя, и она лучше удерживает крепёж и меньше ворсится при шлифовке.
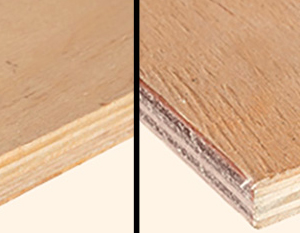
При покупке внимательно осмотрите кромку: чередование слоёв хорошо видно, и вы всегда сможете определить, какой из наружных шпонов выглядит более плотным и светлым. Случается, что обе стороны изготовлены из одной породы, но одна из них имеет сращённые ленточки шпона, а другая – цельные ленты; цельные ленты без стыков следует выводить на фасадную часть.
Для конструкций, которые будут подвергаться интенсивной эксплуатации – столешницы кухонных гарнитуров, ступени лестниц, сиденья скамеек – лицевой стороной делают пласть с более толстым наружным слоем шпона. Нормативная толщина наружного шпона для березовой фанеры составляет от 1.15 до 1.5 мм, тогда как у недорогих марок этот показатель может снижаться до 0.8 мм, что чревато истиранием покрытия до внутренних слоёв при цикле шлифовок-обновлений.
Информацию об этом параметре не всегда найти в маркировке, но её легко проверить, измерив общую толщину листа штангенциркулем и оценив количество слоёв – чем больше слоёв при заданной толщине, тем тоньше каждый шпон, включая наружные.
При склеивании фанеры между собой или с массивом, обратите внимание, что различные по качеству плоскости обладают разной адгезией. Глянцевая, плотная поверхность высокого сорта с минимальными порами хуже впитывает клей, чем более шероховатая и менее плотная оборотная сторона.
Поэтому при изготовлении щитов нарасплав (склеивание пластей) разумно располагать лицевыми сторонами наружу готового изделия, а оборотными – внутрь конструкции для более надёжного соединения. Это же правило работает и при оклейке шпоном: черновая поверхность требует меньше выравнивающего состава и даёт лучшее сцепление, чем калиброванная глянцевая плоскость.
Если лист имеет нешлифованную пласти (НШ), то для получения приличного покрытия придётся потратить много времени на цикл грубой и чистовой обработки. В такой ситуации выбирайте ту плоскость, у которой меньше видимых следов от прессового инструмента, например, глубоких отпечатков сетки или неровностей от каландров.
Подобные дефекты могут проявиться сквозь краску даже после нескольких слоёв грунта, увеличивая трудозатраты в разы. Для лакировки с тонированием и вовсе рекомендовано брать листы сорта Е или I с двухсторонним шлифованием, поскольку неравномерная впитываемость разных сторон приведёт к разнице оттенков на одной детали – явление, исправить которое можно только полной перешлифовкой и перекраской.
В мебельных фасадах, где лист работает на изгиб (например, гнутые спинки кресел), лицевой стороной должна стать та, чей наружный шпон ориентирован вдоль направления изгиба. Следует помнить, что минимальный радиус сгибания для березовой фанеры толщиной 6 мм составляет 250 мм при продольном положении слоёв и 400 мм при поперечном; нарушение этой рекомендации приводит к растрескиванию лицевого шпона.
При покупке гнутых деталей проверьте, чтобы заводская маркировка плоскости была видна и соответствовала эксплутационным условиям. Для декоративных панелей с последующей росписью или декупажем стоит выбирать ту сторону, у которой нет заметных перепадов плотности между годичными кольцами, иначе тонкий слой краски может подчеркнуть эту разницу.
Наконец, пометки на заводских наклейках или штампах практически всегда наносятся на оборотную пласть, а лицевая остаётся чистой – это простой и надёжный ориентир в магазине. Когда маркировка отсутствует или стёрлась, оцените качество обработки кромок: более аккуратная и менее ворсистая кромка обычно принадлежит лицевой плоскости, так как при форматной резке производитель ориентирует лист нужной стороной вверх.
Имеет смысл запомнить простое правило: в спаренных листах, сложенных вместе, лицевые стороны всегда обращены друг к другу для защиты при транспортировке, и это можно использовать для проверки при разборе пачки. Потратив минуту на осмотр на стадии покупки, вы избавите себя от неприятных сюрпризов в мастерской.
- На главную
-
Категории
-
 Лесопильное оборудование
Лесопильное оборудование
-
 Оцилиндровочные станки
Оцилиндровочные станки
-
 Околостаночное оборудование
Околостаночное оборудование
-
 Промышленные бревнопилы с гусеничной и цепной подачей
Промышленные бревнопилы с гусеничной и цепной подачей
-
 Пилорамы дисковые, горизонтального и углового пиления
Пилорамы дисковые, горизонтального и углового пиления
-
 Вспомогательное и заточное оборудование
Вспомогательное и заточное оборудование
-
 Торцовочные станки маятникового, линейного и проходного типа
Торцовочные станки маятникового, линейного и проходного типа
-
 Лесопильные линии
Лесопильные линии
-
 Кромкообрезные станки
Кромкообрезные станки
-
 Многопильные станки
Многопильные станки
-
 Ленточные пилорамы
Ленточные пилорамы
-
 Профилировочные станки
Профилировочные станки
-
 Станки для переработки горбыля, рубки веток и обрези, колки дров
Станки для переработки горбыля, рубки веток и обрези, колки дров
-
 Круглопалочные станки
Круглопалочные станки
- Заточные станки для цепей бензопил
-
-
 Гидроманипуляторы
Гидроманипуляторы
-
 Запчасти для гидроманипуляторов
Запчасти для гидроманипуляторов
-
 Запчасти для СФ-65 С (Соломбалец)
Запчасти для СФ-65 С (Соломбалец)
-
 Фильтры для СФ-65 С (Соломбалец)
Фильтры для СФ-65 С (Соломбалец)
-
 Гидроцилиндры и комплектующие для СФ-65 С (Соломбалец)
Гидроцилиндры и комплектующие для СФ-65 С (Соломбалец)
-
 Основные части и механизмы для СФ-65
Основные части и механизмы для СФ-65
-
 Втулки, вкладыши, подшипники для СФ-65 С (Соломбалец)
Втулки, вкладыши, подшипники для СФ-65 С (Соломбалец)
-
 Паспорт Соломбалец
Паспорт Соломбалец
-
 Уплотнения (ремкомплекты) для СФ-65 С (Соломбалец)
Уплотнения (ремкомплекты) для СФ-65 С (Соломбалец)
-
 Рукава высокого давления (РВД) для СФ-65 С (Соломбалец)
Рукава высокого давления (РВД) для СФ-65 С (Соломбалец)
-
 Оси и пальцы для СФ-65 С (Соломбалец)
Оси и пальцы для СФ-65 С (Соломбалец)
-
 Гидрооборудование для СФ-65С (Соломбалец)
Гидрооборудование для СФ-65С (Соломбалец)
-
-
 Запчасти для Велмаш (ОМТЛ 97, ОМТ-97М, ПЛ 70-02)
Запчасти для Велмаш (ОМТЛ 97, ОМТ-97М, ПЛ 70-02)
-
 Фильтра для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Фильтра для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Гидроцилиндры и комплектующие для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Гидроцилиндры и комплектующие для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Основные части и механизмы для Велмаш
Основные части и механизмы для Велмаш
-
 Уплотнения (ремкомплекты) для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Уплотнения (ремкомплекты) для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Рукава высокого давления (РВД) для Велмаш (ОМТЛ 97, ПЛ 70-02)
Рукава высокого давления (РВД) для Велмаш (ОМТЛ 97, ПЛ 70-02)
-
 Втулки, вкладыши, подшипники для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Втулки, вкладыши, подшипники для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Оси и пальцы для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Оси и пальцы для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Гидрооборудование для Велмаш (ОМТЛ 97, ПЛ 70-02)
Гидрооборудование для Велмаш (ОМТЛ 97, ПЛ 70-02)
-
-
 Запчасти на манипулятор Epsilon (Palfinger)
Запчасти на манипулятор Epsilon (Palfinger)
-
 Запчасти для VM10L74, VM10LM (Велмаш, Palfinger)
Запчасти для VM10L74, VM10LM (Велмаш, Palfinger)
-
 Атлант-C 90 (ЛВ 185-10, ЛВ 185-14) (118)
Атлант-C 90 (ЛВ 185-10, ЛВ 185-14) (118)
-
 Фильтры для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Фильтры для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Гидроцилиндры и комплектующие для Атлант-С 90 (ЛВ-185-10, ЛВ-185-14)
Гидроцилиндры и комплектующие для Атлант-С 90 (ЛВ-185-10, ЛВ-185-14)
-
 Основные части и механизмы
Основные части и механизмы
-
 Гидрооборудование Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Гидрооборудование Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Рукава высокого давления (РВД) для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Рукава высокого давления (РВД) для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Втулки, вкладыши, подшипники для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Втулки, вкладыши, подшипники для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Оси и пальцы Атлант-С 90 для (ЛВ 185-10, ЛВ 185-14)
Оси и пальцы Атлант-С 90 для (ЛВ 185-10, ЛВ 185-14)
-
-
 Гидронасосы и комплектующие
Гидронасосы и комплектующие
-
 Ротаторы и комплектующие
Ротаторы и комплектующие
-
 Штуцера, USIT, фитинги
Штуцера, USIT, фитинги
-
 Защитные спирали для РВД
Защитные спирали для РВД
-
 Краны гидравлические
Краны гидравлические
-
 Маслоохладители
Маслоохладители
-
 Масла, смазки
Масла, смазки
-
 Захваты и грейферы
Захваты и грейферы
-
 Гидрораспределители и комплектующие
Гидрораспределители и комплектующие
-
 Гидробаки
Гидробаки
-
-
 Заточные-разводные станки
Заточные-разводные станки
-
 Алмазный инструмент
Алмазный инструмент
-
 Дисковые пилы
Дисковые пилы
-
 Ленточные пилы
Ленточные пилы
-
 Рамные пилы
Рамные пилы
-
 Строгальный нож
Строгальный нож
-
 Тарные пилы для многопильных станков
Тарные пилы для многопильных станков
-
 Шлифовальный и заточной инструмент
Шлифовальный и заточной инструмент
-
 Запчасти и комплектующие к станкам
Запчасти и комплектующие к станкам
-
 СОЖ
СОЖ
-
 Ножи для дробильных и рубительных станков
Ножи для дробильных и рубительных станков
-









































