- Главная
- Заточка твердосплавных сверл
Заточка твердосплавных сверл
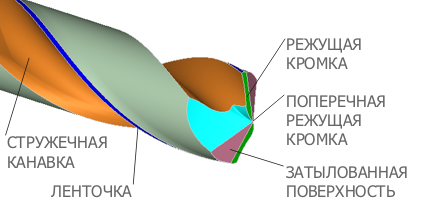
Спиральные сверла имеют сложную геометрию режущей части, что объясняется наличием большого числа кромок и сложных по конфигурации передних и задних поверхностей. Наиболее качественная заточка твёрдосплавного сверла осуществляется на шлифовальных центрах с ЧПУ.
Обработке подвергаются режущие кромки, при этом строго контролируются угол при вершине, длина режущей кромки и угол поперечной режущей кромки (на соответствие заводским параметрам сверла).

При заточке свёрл угол при вершине может быть изменен. При этом изменяются геометрия и величины передних углов на главных режущих кромках, режущие кромки становятся криволинейными, меняются соотношение ширины и толщины срезаемой стружки, как следствие меняются степень деформации срезаемого припуска, условия отвода стружки, сила и температура резания. Такие изменения нужно учитывать при расчете режимов резания и их корректировки на производстве.
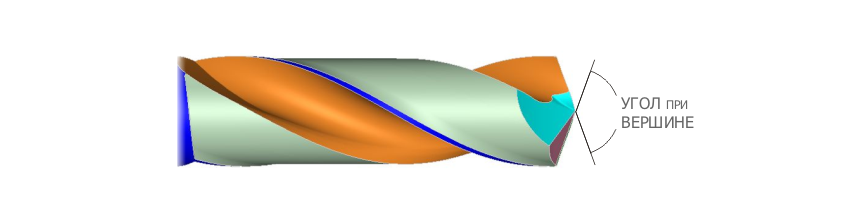
Оптимальное значение угла при вершине берётся в зависимости от обрабатываемого материала:
- при обработке конструкционных сталей - 116…120°
- нержавеющих и высокопрочных сталей - 125…150°
- чугуна, бронзы - 90…100°
- чугуна высокой твердости - 120…125°
- цветных металлов и лёгких сплавов (алюминиевые сплавы, латунь, медь) -125…140°
Поперечная режущая кромка сверла формируется при заточке как линия пересечения задних поверхностей главных режущих кромок. Поперечная режущую кромка, несмотря на небольшую длину, испытывает до 40…60% осевой нагрузки и ограничивает скорость осевой подачи, а как следствие производительность процесса сверления.
Длина поперечной кромки зависит от ее угла, этот параметр в свою очередь тесно связан с задним углом на периферии сверла, его диаметром и методом заточки. Угол служит одним из критериев правильности заточки твёрдосплавного сверла. Для свёрл значения этих углов варьируются в зависимости от диаметра сверла.
Измененная предыдущими неудачными заточками геометрия сверла восстанавливается на заводскую как у нового сверла. Если у сверла имеются, например, подточка ленточки, либо затыловочные поверхности, то геометрия и углы этих элементов в точности повторяются исходя из заводских значений.
Цены на заточку сверл:
До диаметра 10 - 300р.
До диаметра 20 - 500 р
- На главную
-
Категории
-
 Лесопильное оборудование
Лесопильное оборудование
-
 Оцилиндровочные станки
Оцилиндровочные станки
-
 Околостаночное оборудование
Околостаночное оборудование
-
 Промышленные бревнопилы с гусеничной и цепной подачей
Промышленные бревнопилы с гусеничной и цепной подачей
-
 Пилорамы дисковые, горизонтального и углового пиления
Пилорамы дисковые, горизонтального и углового пиления
-
 Вспомогательное и заточное оборудование
Вспомогательное и заточное оборудование
-
 Торцовочные станки маятникового, линейного и проходного типа
Торцовочные станки маятникового, линейного и проходного типа
-
 Лесопильные линии
Лесопильные линии
-
 Кромкообрезные станки
Кромкообрезные станки
-
 Многопильные станки
Многопильные станки
-
 Ленточные пилорамы
Ленточные пилорамы
-
 Профилировочные станки
Профилировочные станки
-
 Станки для переработки горбыля, рубки веток и обрези, колки дров
Станки для переработки горбыля, рубки веток и обрези, колки дров
-
 Круглопалочные станки
Круглопалочные станки
- Заточные станки для цепей бензопил
-
-
 Гидроманипуляторы
Гидроманипуляторы
-
 Запчасти для гидроманипуляторов
Запчасти для гидроманипуляторов
-
 Запчасти для СФ-65 С (Соломбалец)
Запчасти для СФ-65 С (Соломбалец)
-
 Фильтры для СФ-65 С (Соломбалец)
Фильтры для СФ-65 С (Соломбалец)
-
 Гидроцилиндры и комплектующие для СФ-65 С (Соломбалец)
Гидроцилиндры и комплектующие для СФ-65 С (Соломбалец)
-
 Основные части и механизмы для СФ-65
Основные части и механизмы для СФ-65
-
 Втулки, вкладыши, подшипники для СФ-65 С (Соломбалец)
Втулки, вкладыши, подшипники для СФ-65 С (Соломбалец)
-
 Паспорт Соломбалец
Паспорт Соломбалец
-
 Уплотнения (ремкомплекты) для СФ-65 С (Соломбалец)
Уплотнения (ремкомплекты) для СФ-65 С (Соломбалец)
-
 Рукава высокого давления (РВД) для СФ-65 С (Соломбалец)
Рукава высокого давления (РВД) для СФ-65 С (Соломбалец)
-
 Оси и пальцы для СФ-65 С (Соломбалец)
Оси и пальцы для СФ-65 С (Соломбалец)
-
 Гидрооборудование для СФ-65С (Соломбалец)
Гидрооборудование для СФ-65С (Соломбалец)
-
-
 Запчасти для Велмаш (ОМТЛ 97, ОМТ-97М, ПЛ 70-02)
Запчасти для Велмаш (ОМТЛ 97, ОМТ-97М, ПЛ 70-02)
-
 Фильтра для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Фильтра для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Гидроцилиндры и комплектующие для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Гидроцилиндры и комплектующие для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Основные части и механизмы для Велмаш
Основные части и механизмы для Велмаш
-
 Уплотнения (ремкомплекты) для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Уплотнения (ремкомплекты) для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Рукава высокого давления (РВД) для Велмаш (ОМТЛ 97, ПЛ 70-02)
Рукава высокого давления (РВД) для Велмаш (ОМТЛ 97, ПЛ 70-02)
-
 Втулки, вкладыши, подшипники для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Втулки, вкладыши, подшипники для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Оси и пальцы для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Оси и пальцы для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Гидрооборудование для Велмаш (ОМТЛ 97, ПЛ 70-02)
Гидрооборудование для Велмаш (ОМТЛ 97, ПЛ 70-02)
-
-
 Запчасти на манипулятор Epsilon (Palfinger)
Запчасти на манипулятор Epsilon (Palfinger)
-
 Запчасти для VM10L74, VM10LM (Велмаш, Palfinger)
Запчасти для VM10L74, VM10LM (Велмаш, Palfinger)
-
 Атлант-C 90 (ЛВ 185-10, ЛВ 185-14) (118)
Атлант-C 90 (ЛВ 185-10, ЛВ 185-14) (118)
-
 Фильтры для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Фильтры для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Гидроцилиндры и комплектующие для Атлант-С 90 (ЛВ-185-10, ЛВ-185-14)
Гидроцилиндры и комплектующие для Атлант-С 90 (ЛВ-185-10, ЛВ-185-14)
-
 Основные части и механизмы
Основные части и механизмы
-
 Гидрооборудование Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Гидрооборудование Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Рукава высокого давления (РВД) для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Рукава высокого давления (РВД) для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Втулки, вкладыши, подшипники для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Втулки, вкладыши, подшипники для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Оси и пальцы Атлант-С 90 для (ЛВ 185-10, ЛВ 185-14)
Оси и пальцы Атлант-С 90 для (ЛВ 185-10, ЛВ 185-14)
-
-
 Гидронасосы и комплектующие
Гидронасосы и комплектующие
-
 Ротаторы и комплектующие
Ротаторы и комплектующие
-
 Штуцера, USIT, фитинги
Штуцера, USIT, фитинги
-
 Защитные спирали для РВД
Защитные спирали для РВД
-
 Краны гидравлические
Краны гидравлические
-
 Маслоохладители
Маслоохладители
-
 Масла, смазки
Масла, смазки
-
 Захваты и грейферы
Захваты и грейферы
-
 Гидрораспределители и комплектующие
Гидрораспределители и комплектующие
-
 Гидробаки
Гидробаки
-
-
 Заточные-разводные станки
Заточные-разводные станки
-
 Алмазный инструмент
Алмазный инструмент
-
 Дисковые пилы
Дисковые пилы
-
 Ленточные пилы
Ленточные пилы
-
 Рамные пилы
Рамные пилы
-
 Строгальный нож
Строгальный нож
-
 Тарные пилы для многопильных станков
Тарные пилы для многопильных станков
-
 Шлифовальный и заточной инструмент
Шлифовальный и заточной инструмент
-
 Запчасти и комплектующие к станкам
Запчасти и комплектующие к станкам
-
 СОЖ
СОЖ
-
 Ножи для дробильных и рубительных станков
Ножи для дробильных и рубительных станков
-









































